河北唯佳金屬網(wǎng)股份有限公司
Hebei Weijia Metal Mesh Co., Ltd

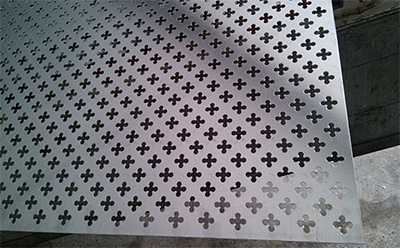
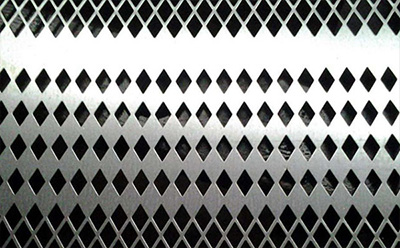
PRODUCT DISPLAY
沖孔網(wǎng)在沖壓件的平時操作中,會遇到?jīng)_孔網(wǎng)尺寸偏大或偏小以及與凸模尺寸相差較大的情形,除思索考慮成形凸、凹模的運籌尺寸、加工精密度及沖裁空隙等成份外,還應(yīng)從下面所開列幾個方面思索考慮去管理:
1、沖裁時萌生的沖件毛邊所致,需研修沖切刃口,并注意查緝沖裁空隙是否合理,折彎時沖壓件失穩(wěn)所致。主要針對U形及V形折彎此問題的處置,對沖壓件施行折彎前的導位、折彎過程中的導位,以及折彎過程中壓住材料避免沖壓件在折彎時萌生滑移是解決問題的重點。沖裁時萌生的沖件毛邊所致,需研修沖切刃口,,管擁塞解決方案,并注意查緝沖裁空隙是否合理。
2、凸模刃口端部形態(tài),如端部修出斜面或弧形,由于沖裁力緩解,沖件易發(fā)生翻料、誣賴,故而沖孔網(wǎng)尺寸會趨大,而凸模端部為最簡單的面(無斜面或弧形)時,沖孔網(wǎng)尺寸相對會趨小,在具體的操作實際中,應(yīng)針對具體題目問題作具體闡述發(fā)揮,因此找出解決問題的對付對策。
3、沖切刃口磨耗時,材料所受拉應(yīng)力增大,沖壓件萌生翻料、扭曲的趨向加大,萌生翻料時,沖孔網(wǎng)尺寸會趨小,對材料的強力壓制、碗扣式腳手架,使材料萌生范性變型,會造成沖孔網(wǎng)尺寸趨大,而減緩強力壓制時,沖孔網(wǎng)尺寸會趨小。